JEŚLI ZNAJDZIESZ CENĘ SPAWARKI NIŻSZĄ OD NASZEJ - ZADZWOŃ TEL. 793084041 LUB NAPISZ e-mail: info@hurtowniaspawarek.pl
DAMY CI LEPSZĄ CENĘ NIŻ KONKURENCJA !!!

 Spawarki Kemppi
Spawarki Kemppi Spawarki Esab
Spawarki Esab Spawarki Lincoln
Spawarki Lincoln Spawarki Bester
Spawarki Bester Spawarki Magnum
Spawarki Magnum- Spawarki MIG/MAG
- Spawarki TIG
- Spawarki MMA (elektrodowe)
- Osprzęt spawarek
- Przyłbice spawalnicze
- Uchwyty spawalnicze MIG/MAG
- Uchwyty spawalnicze TIG
- Przecinarki plazmowe
- Sprężarki i kompresory
- Obrotniki spawalnicze
- Ukosowarki do rur
- Spawarki dla warsztatów samochodowych
- Zgrzewarki do blach / Nagrzewnice do metalu
 Wszystkie kategorie
Wszystkie kategorie











Zgrzewarka Magnum SPOT 4002 Spotter

Czas wysyłki: 24 godziny
Koszt wysyłki: od 0,00 zł
Stan magazynowy:
Stan produktu: Nowy
Gwarancja: 24 m-ce zakup na paragon / 12 m-cy zakup na fakture
Wysyłka po wpłacie na konto: GRATIS
- Opis produktu
- Karta katalogowa producenta.pdf
- Zgrzewarka SPOT 4000 x 1szt.
- wózek transportowy na kołach x 1szt.
- młotek bezwładnościowy x 2szt.
- przyssawka x 1szt.
- elektrody węglowe x 5szt.
- pazury x 2szt.
- przewód roboczy (pistolet) x 1szt.
- przewód masowy x 1szt.
- zestaw akcesoriów w pudełku x 1szt.
- Instrukcja obsługi
- Gwarancja 24 m-ce paragon/12 m-cy faktura
Zgrzewarka MAGNUM SPOT 4002 (3000A) to zaawansowane technologicznie, inwertorowe, zbudowane na tranzystorach IGBT, sterowane mikroprocesorem, przenośne urządzenie do wyciągania, zgrzewania jedno i dwustronnego, łatania i rozgrzewania elektrodą węglową blach. Przeznaczone w szczególności do napraw karoserii samochodowych. Umożliwia wykonywanie wielu rodzajów obróbki, zwłaszcza w obrębie sektora motoryzacyjnego oraz innych dziedzinach, w których wykonywana jest obróbka blach.Zgrzewarką można przypawać punktowo elementy o różnym kształcie (np.: kołki, gwoździe, podkładki, śruby itp.), łączyć punktowo (zgrzewać), spęczniać i przecinać z wykorzystaniem elektrod węglowych oraz łatać uszkodzone czesci blacharskie.
Wszystkie ustawienia zgrzewarki dostępne są z panelu sterowania. po wyborze rodzaju narzędzia i grubość blach, urządzenie samo dopasowuje prąd zgrzewania i optymalne cykle pracy. Możliwość ręcznego ustawienia i grubości zgrzewanych blach.Na wyposażeniu zestawu narzędzi podanym powyżej do:
- zgrzewania punktowego gwoździ, podkładek, nitów
- spęczania blach
- wyciągania blach
- zgrzewania dwóch blach
- łatania blach
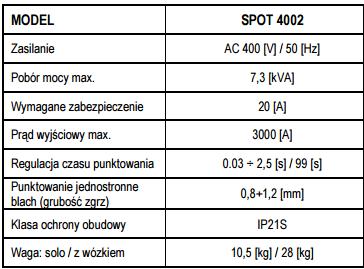
Dane techniczne:

1 Sekcja panelu sterowania służąca do ustawienia czasu i prądu spawania. Przyciski plus i minus pod symbolem mocy i zegara służą do regulacji czasu i prądu spawania. Wyświetlacz nad symbolem czas, pokazuje ustawiony czas spawania, skalowany w sekundach. Wyświetlacz nad symbolem moc wyskalowany jest w zakresie 20-100, gdzie 20 to prąd minimalny, a 100 maksymalny (skala nie odpowiada rzeczywistemu prądowi spawania).

2 Sekcja informacyjna (lampki kontrolne). Zaświecenie danej lampki oznacza:

3 Sekcja wyboru rodzaju obróbki (przypawanie podkładek o danym kształcie, zgrzewanie, spawanie – spęcznianie – przecinanie z użyciem elektrod węglowych).

Przypawanie podkładek o różnym kształcie. Dla każdego z symboli można ustawić indywidualny czas w zakresie 0,03 ÷ 2,5 [s] i prąd w zakresie 20 ÷ 100. Poszczególne ustawienia są zapamiętywane automatycznie.

Pozycja 1 to zgrzewanie jednostronne blach. Regulacja czasu w zakresie 0,03 ÷ 2,5 [s], prądu w zakresie 20 ÷ 100. Nastepne pozycje to operacje z wykorzystaniem elektrod węglowych. Od lewej: spawanie blach na zakładkę, spęczniane – rozgrzewanie, przecinanie. Możliwa tylko regulacja mocy w 12 zakresie 20 ÷ 65, czas trwania jest zależny od czasu jak długo jest wciśnięty spust na pistolecie.
4 Sekcja gniazd wtykowych wyjściowych do podłączenia przewodów roboczych i sterowania.

Patrząc od lewej:
- Gniazdo do podłączenia przewodu masowego.
- Gniazdo do podłączenia przewodu roboczego (pistoletu)
- Gniazdo do podłączenia sterowania przewodu (pistoletu) roboczego i powyżej czerwony przycisk zastępujący spust pistoletu.
Prąd spawania (A)/ Sprawność (%): 2700A
Zasilanie (V): 400V
Zabezpieczenie sieci (A): 16A
Zakres regulacji prądu: płynny
Waga (kg): 28
Typ spawarki: inwerterowa


{kind=link}
WELDMAN SPOTTER 9900
WELDMAN SPOTTER 4500
WELDMAN INDUCT 210
NAGRZEWNICA INDUKCYJNA POWER HEATER 2 KVA MAGNUM
NAGRZEWNICA INDUKCYJNA MAGNUM POWER HEATER XL 3KVA
WELDMAN INDUCTOR 1100
Spawarki oferowane przez naszą hurtownię są fabrycznie nowe i oryginalne. Pochodzą bezpośrednio od producenta lub polskiego dystrybutora, dzięki temu nie będziesz miał żadnych problemów z realizacją gwarancji producenta, która obowiązuje na terenie całej Polski i odbywa się na zasadach door to door, czyli towar na gwarancji odbierany jest na koszt producenta - to pozwoli Ci spać spokojnie!
W trosce o Jakość i Szybkość obsługi, pytania odnośnie danego produktu prosimy kierować:
Doradca handlowy tel. 793084041 lub email: info@hurtowniaspawarek.pl




